洪維1,2,李朋3,傅瑩龍1,2
(1.臺州科技職業學院,浙江臺州318000;2.臺州市模具智能制造重點實驗室,浙江臺州318000;3.寧波潤華全芯微電子設備有限公司,浙江寧波315000)
摘要:根據汽車杯托底座產品的結構形狀與技術要求,設計了兩點針閥式熱流道進膠的注塑模具。在模具的動模側設計了多組滑塊脫模機構,且為防止產品側面的加強筋被滑塊拉傷,在滑塊內部設計了兩處頂針。在定模側設計了兩個大斜頂的分型頂出機構,通過兩組定距拉鉤在模具開模時,實現定模斜頂的同步頂出,解決產品定模側倒扣特征的脫模問題;通過“斜頂塊+直頂塊+頂針”組成的脫模系統頂出產品。在定模側設計了“直通式+隔水片式+噴泉式”的水路,動模側設計了“直通式隨形”水路,組成模具的溫度調節系統。經實踐生產后,汽車杯托底座產品表面無缺陷,各尺寸符合要求,說明該模具結構合理。本文為相關產品的模具開發提供了有價值的技術參考。
關鍵詞:汽車杯托底座;注塑模具;定距拉鉤;同步頂出
注塑模具是塑料制品批量化生產的工具。塑料制品根據不同的功能,需要使用不同的材質和形狀結構。各種各樣的塑料制品要求注塑模具設計要適合產品的成形和脫模,為了保證塑件制品的加工效率,一般要自動化生產,這樣對復雜產品的脫模機構有較高的要求。目前隨著新能源汽車的快速發展,汽車內外飾注塑制品的功能性、藝術性也隨之得到提升,如何靈活運用復雜的機構設計來生產出合適的產品是設計師追求的目標。劉錦武等[1]對某產品的連接器保持架利用多向抽芯技術進行了熱流道模具設計,許紅伍[2]成功運用瓣合抽芯結構完成了對空間扭曲的導光條模具結構設計,陶哲等[3]利用計算機輔助分析技術完成了對復雜薄壁抑爆球的熱流道模具設計,王星星等[4]通過響應曲面法完成了卡蓋雙澆口工藝參數的優化及模具結構設計。
以上研究在模具結構設計、模流分析等方面對本項目有一定的幫助,但本項目研究的汽車杯托底座產品正反面都有較大的倒扣特征,正面的倒扣特征細節較為復雜,成型脫模困難。本文利用CAE技術及產品自身結構設計出多個不同方向的脫模機。在定模側設計了斜頂機構,巧妙的利用模具的開模動作實現定模頂出機構的同步推出;在動模側的滑塊內部設計了頂針延時脫模機構,并對設計中出現的問題進行探討。
1塑料制品結構分析
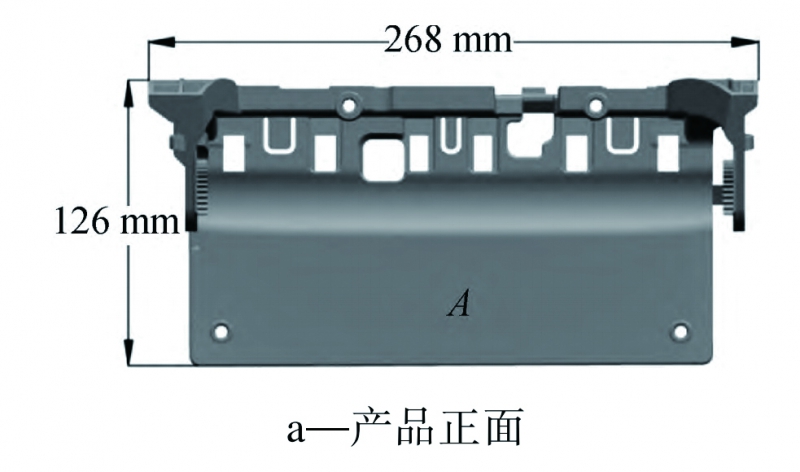
汽車杯托底座是汽車內飾系統中的一個的重要組成零件,其主要作用是與汽車內飾系統中的副儀表板固定裝配,承受一定質量的壓力。圖1所示為該塑件的結構圖,產品的整體尺寸為268mm×126mm×60mm,平均壁厚為2.5mm,塑件體積為106cm3。
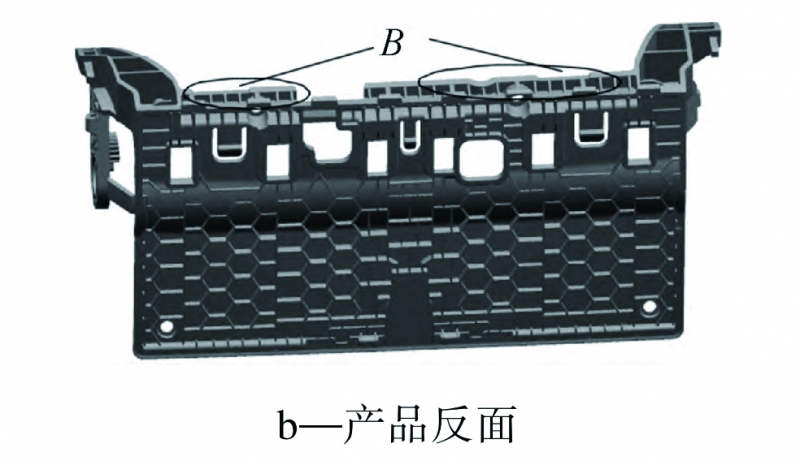
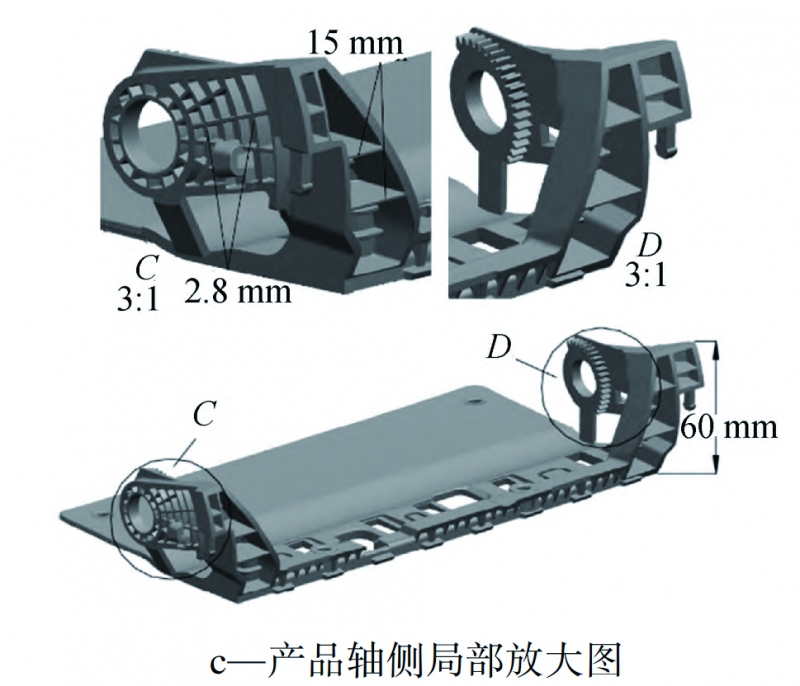
該產品正反面及側面的結構復雜,產品正面的A區域為二次可見皮紋面,產品反面整體為蜂窩狀的加強筋結構組成,以增加產品的抗壓強度。為了不在產品正面產生縮痕的缺陷,加強筋厚度不能>1/3的產品壁厚。反面的B處有一內凹深度3.5mm的倒扣特征;產品正面的D處有一齒輪狀的結構特征,其側向脫模的抽芯距離達8mm,局部壁厚達6mm,并且該處有一直徑達16mm的側向通孔;產品側面的C處特征較為復雜,其中一側向凹槽里面每隔5mm排布著整圈的加強筋結構,加強筋的深度達2.8mm,另一側向凹槽設計有深度達15mm的兩條加強筋。這些結構給產品的成型及模具設計都帶來了較大的難度。
塑件的材料選用上海金發科技生產的牌號為PA6-GF30HSBK006,該材料的成分為尼龍6(PA6)中添加了質量分數為30%的玻璃纖維(GF),其部分物料參數如表1所示,這種材料結合了PA6的良好力學性能和GF的增強效果,被廣泛應用于汽車、電子、航空航天等領域[5-6]。
2產品澆注系統的設計
汽車杯托底座的外觀面品質要求高,不能出現澆口痕跡、縮影等成型缺陷,因此不能從產品的外表面直接進膠,考慮到產品的結構比較復雜,模具采用一模一腔的形式,為了能夠更好地控制產品的成型過程,降低產品注塑成型內應力、縮短成型周期、提高成型效率,本次模具設計采用了兩組針閥式的熱流道系統,將兩個搭接式的澆口設計在產品的非外觀面,如圖2所示,從產品后端的非外觀面進膠,有利于保證注塑成型時的流動平衡[7-8]。
整個模具澆注系統由熱主流道、分流板,閥式熱流道、冷流道、澆口組成。熱流道采用單一閥式噴嘴結構,主流道直徑為15mm,熱流道系統由熱噴嘴、加熱器、溫控箱等組成,冷流道采用U形截面的設計[9-10]。
3模具結構設計
3.1成型零件的設計與分析
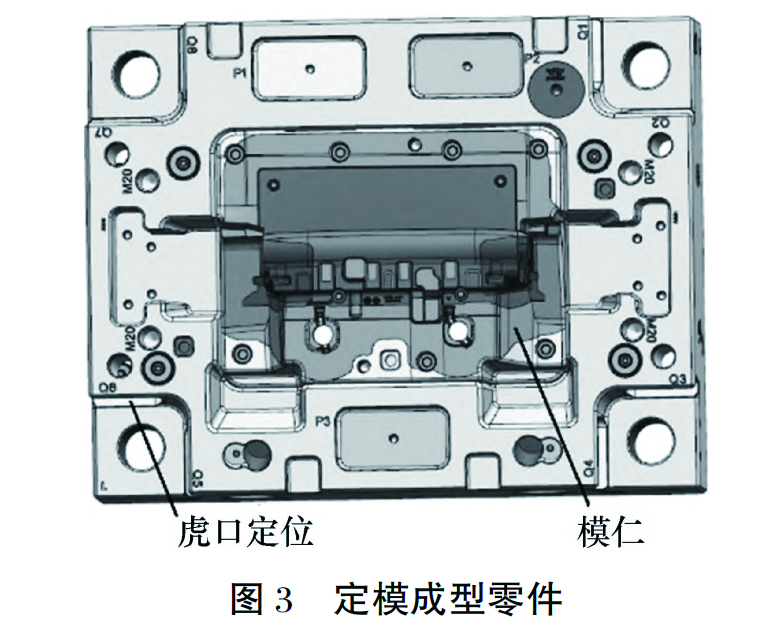
產品形狀復雜,上、下表面都有倒扣的特征,產品的分型面形狀為復雜的空間曲面。由于產品的成分中含有玻璃纖維,所以要求模仁的材料具有良好的耐磨性[11-12]。如圖3所示,定模整體采用鑲拼式的結構。模仁材料采用德國喜利茲的SW1.2343M,這種模具鋼具有良好的韌性和強度,良好的耐磨性和淬透性,良好的高溫性能,在室溫和500~600℃時的力學性能幾乎相同。外圍的模框采用性價比較高的P20預硬的塑膠模具鋼,并在模框四周設計了4個虎口定位,并在模框上表面設置厚度為12mm承壓板,承壓板材料選用H13淬火處理,可以保證模具使用壽命達到20萬模次以上。
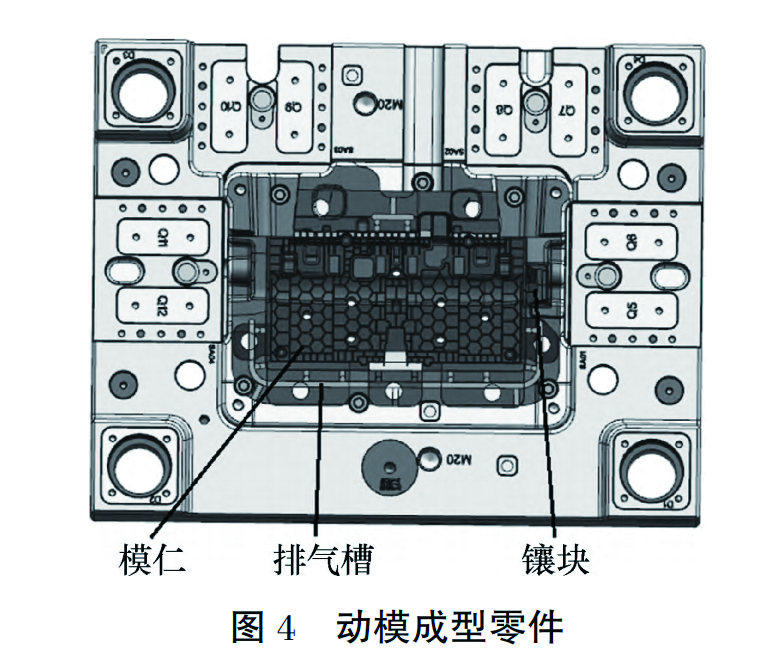
圖4為動模成型零件的設計,為了產品成型時型腔中的氣體能夠順利排出,在動模仁的分型面上每隔40mm左右設有排氣槽,排氣槽由一級排氣槽(厚度為0.02mm)與二級排氣槽(厚度為0.5mm)組成,其中二級排氣槽與外界大氣相連通[13-14]。
3.2動模抽芯機構的設計
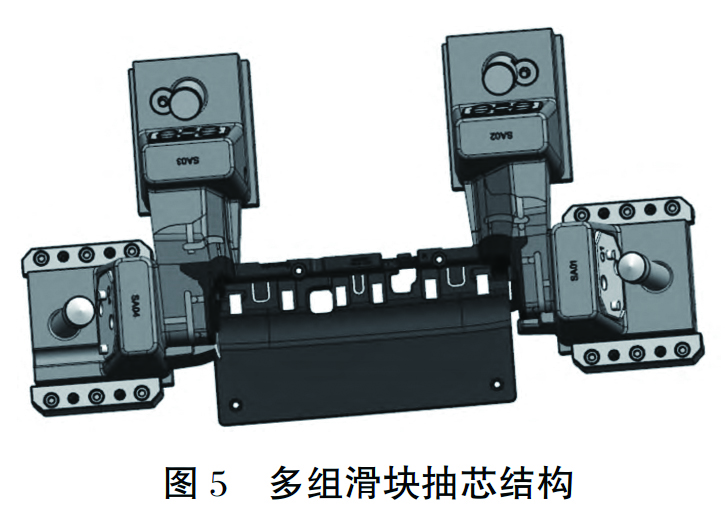
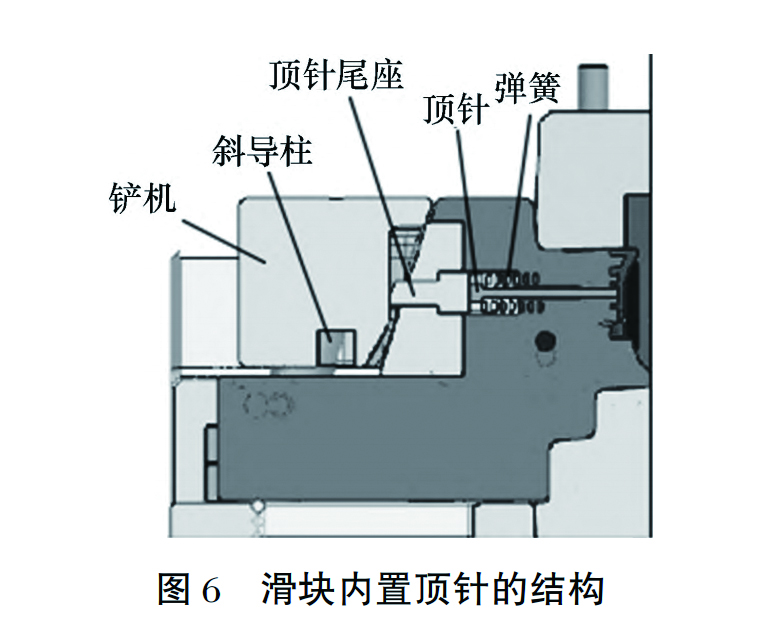
由圖1的產品結構分析可以得出,產品成型時需側抽芯的部位較多,因此在產品的C、D兩處的兩個側面方向設計了多組的“滑塊+斜導柱”的側抽芯機構,如圖5所示。其中斜導柱的直徑根據經驗公式設計為25mm,工作角度都設計為15°,滑塊的承壓面角度設計為17°,并且每個承壓面都設計了耐磨板,提高滑塊的工作壽命。滑塊的整體材料也采用SW1.2343M,其中一組滑塊成型部位的加強筋結構較多。為防止滑塊運動時,產品粘住滑塊,造成產品拉傷,在滑塊內部設計了一組頂針結構,如圖6所示。
在鏟機的鎖模斜面位置設計了一小部分的直面用來控制頂針的運動,其工作原理為:模具開模距離小于10mm時,由于鏟機的直面部位一直頂住頂針尾座,使得頂針牢牢地頂住產品,此時滑塊與產品開始分離;當開模距離達到10mm時,滑塊的運動距離為10×tan15°=2.7mm,成型部位已與產品完全分離,同時彈簧開始推動頂針尾座使頂針與產品分離。
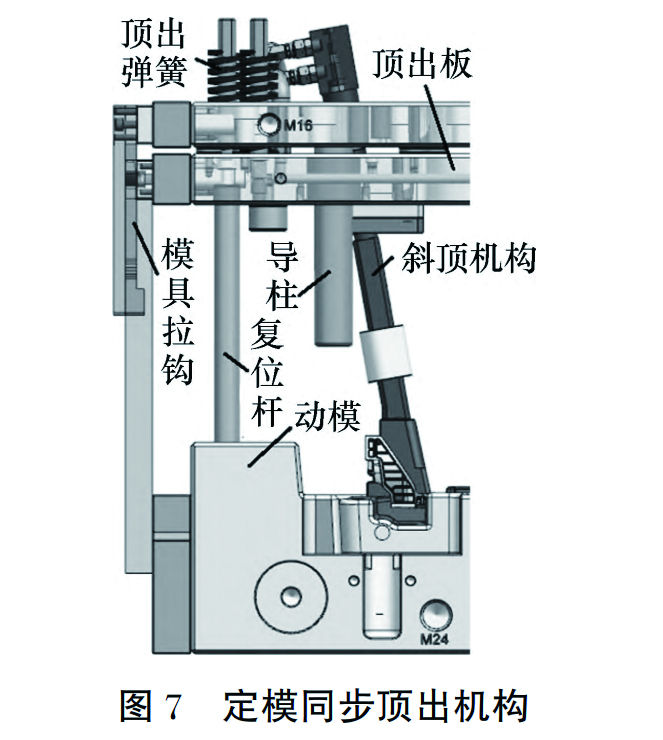
3.3定模同步頂出機構的設計
圖1產品C、D兩處內部的齒輪狀結構部位在定模成型且側向脫模抽芯距離達8mm,必須在定模側設計相應的脫模機構,才能保證產品順利生產。如圖7所示,在定模側設計了模具拉鉤及斜頂機構,還包括頂出彈簧、復位桿、導柱等零件。模具拉鉤機構的內部結構如圖8所示,斜頂的萬向滑座固定在定模頂針板上,通過模具拉鉤機構控制定模頂針板的運動順序,實現模具開模時的產品同步側向脫模。
其工作工作過程:當模具開模時,動模板帶動固定在其上面的拉桿運動,這時拉桿通過內部的兩個小擋塊帶動定模頂針板一起運動,同時定模頂針板上的頂出彈簧也會施加相應的彈力將其推出,此時定模頂針板上的滑座推動斜頂桿做脫模運動;當模具開模行程到達70mm時,模具拉鉤中的兩個小擋塊剛好落入固定塊上的卡槽內與拉桿分離,定模頂針板停止運動,同時拉鉤內部的彈簧推動小卡塊將兩個小擋塊固定住,防止小擋塊復位后影響下次合模,此時由斜頂的工作角度為10°,得出其抽芯距離為70×tan10°=12.3mm,符合脫模要求;合模時,動模板的復位桿使定模的頂出系統復位。
3.4動模頂機出構的設計
模具的頂出機構一般包括直頂系統與斜頂系統,其中斜頂系統主要用于成型產品動模側有較小尺寸的側凹、側孔及卡扣特征等結構,一般分為整體式斜頂和分體式斜頂兩類,分體式斜頂由斜頂塊、斜頂桿、導向套、萬向滑座等元件組成。該產品長度方向的邊緣兩側即圖1中的B處存在距離較長深度的側凹倒扣,適用于設計分體式斜頂系統,如圖9所示,由4個斜頂塊組成,其中1個斜頂塊的長度方向尺寸達176mm,為其設計了兩根直徑為16mm的斜頂桿,每根斜頂桿都有銅套導向,提高運動時的穩定性,斜頂桿的工作角度都設計為12°。由于產品反的蜂窩狀的加強筋較多,成型時會產生較大的包緊力,因此均勻布置了7根直徑為8mm,3根直徑6mm的直頂針,為防止發生頂白現象,在產品寬度方向的邊緣處設計了兩個直頂塊機構,使產品推出時受力更加均勻[15]。
3.5模具冷卻系統的設計及分析
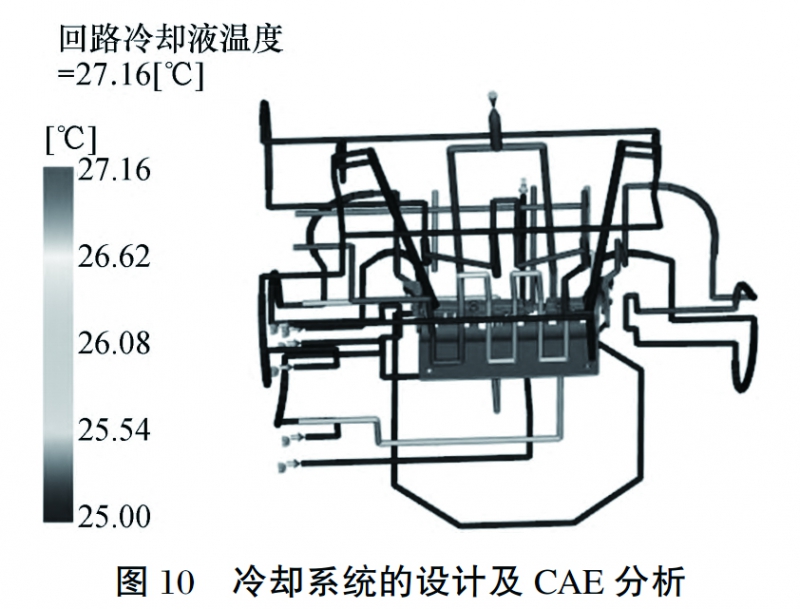
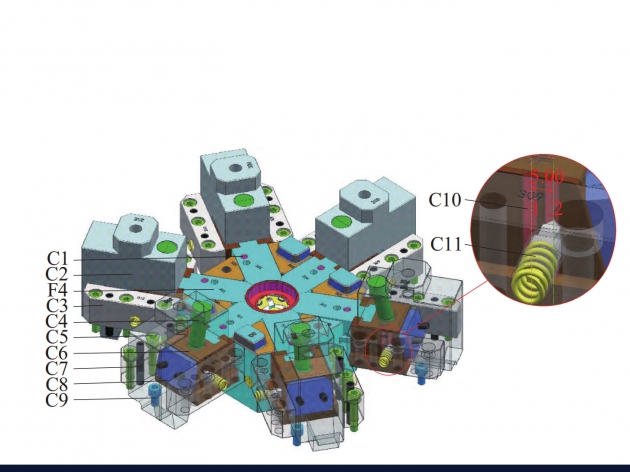
汽車杯托底座形狀復雜,產品材料中加有30%的玻璃纖維,為防止產品成型時表面出現嚴重的浮纖現象,一般用模溫機通過模具的水路系統將模具加熱至80~100℃,必須要充分保證模具型腔水路布置均勻。模具的冷卻水路設計及CAE分析結果如圖10所示,在定模側采用了兩組“直通式+隔水片式+噴泉式”的水路,主回路采用直徑8mm的水路,隔水片水路直徑為12mm,兩個斜頂塊的噴泉式水路內徑為4mm,外經~為8mm;動模側設計了5組直徑為8mm的“直通式隨形”水路,其中的大斜頂塊單獨設計了一條直徑為6mm的循環水路。從圖11的回路冷卻液分析結果可以看出,回路中的冷卻液溫度在25.0027.16℃,溫差為2.16℃,<3℃,且產品周圍的溫度分布比較均勻,表明冷卻液流經模具的型腔、型芯各區域時產品內外表面的溫度差異較小,冷卻效果好。
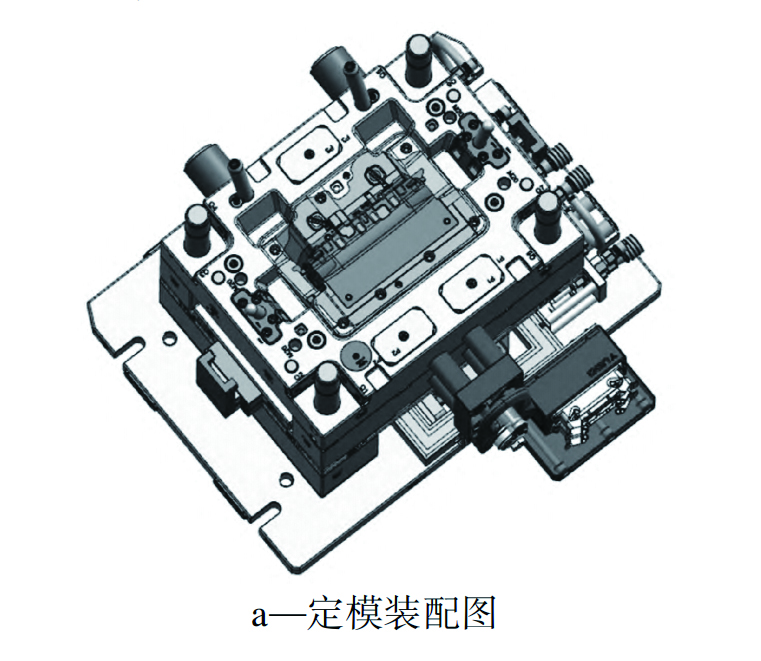
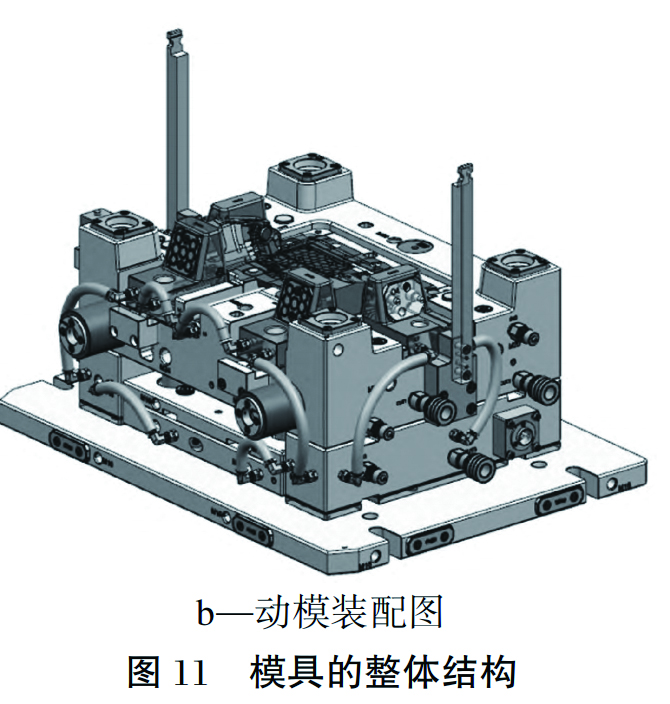
4模具的裝配圖及實際生產過程
汽車杯托底座模具的裝配結構如圖11所示,整個模具澆注系統采用兩點順序閥熱流道結構,定模的兩個斜頂機構通過安裝在模具兩側的模具拉鉤在開模時實現同步頂出,模具尺寸為760mm×700mm×745mm,屬于中型精密注塑模具。模具實際生產過程如下:模具通過定位圈定位后安裝到注塑機上,將熱流道接線口與電控箱相連接,并將所有水路的快速接頭與模溫機相連;將模具溫度加熱到90℃,接著注塑機料筒里的螺桿將熔融的PA通過熱流道推進型腔,經保壓冷卻后,模具開始開模;在開模行程的前70mm中,模具拉鉤機構帶動定模頂針板做同步運動,通過定模頂針板上的萬向滑座推動斜頂機構運動,實現產品定模側的脫模,同時定模A板上的斜導柱分別帶動動模B板上的滑塊做側向抽芯運動;開模完成后注塑機的頂桿推動頂針板,使整個脫模系統運動將產品頂出,隨后機械手將產品取走,頂出系統在復位彈簧的作用下復位,接著合模開啟下一循環。
在完成模具三維結構設計后,模具實物通過后期的加工制造裝配。再基于Moldflow的CAE分析結果,利用海天MA4700注塑機(該注塑機的最大注射壓力為158MPa,最大注射容量為1860cm3,最大模厚為780mm),選用B型螺桿,經多次調整注塑工藝參數反復試模后,確定第一個閥澆口打開2.2s后第二個閥澆口再打開,模具溫度為90°,塑料熔體溫度為280°,注射壓力為55MPa,冷卻時間為25s。在上述工藝條件下進行注塑成型,獲得汽車杯托底座產品實物,如圖12所示。
產品正面無任何脫模缺陷,表面皮紋機理清晰可見,無肉眼可見的熔接線,產品反面的加強筋位置無短射、缺膠等現象。
5結論
1)模具采用了兩點針閥式熱流道系統結構,通過外部的順序閥來控制澆口的打開時間,從而控制產品外觀面熔接痕的位置,使表面質量都達到了要求;通過多組滑塊的結構設計解決了產品側向脫模困難的情況,并在其中一組滑塊的內部設計了帶頂針的結構,使得滑塊脫模時不會拉傷產品的加強筋。
2)在模具定模側設計了斜頂機構,通過安裝在模具側邊的兩套定距拉鉤,在開模的同時,實現定模斜頂機構的同步頂出;合模時,定模的頂出系統通過復位桿被動模推回復位。
3)模具實際試模后,產品的成型質量及周期均達到技術要求,產品的皮紋表面無明顯的熔接痕缺席,產品C、D兩處的齒輪狀結構及加強筋無缺料現象;證明該模具整體結構設計合理,該定模同步斜頂頂出技術可行。
參考文獻
[1]劉錦武,黃可,李兵兵,等.連接器保持架多向抽芯熱流道注射模具設計[J].塑料工業,2023,51(10):101-107.
[2]許紅伍.空間扭曲的導光條注塑模具設計[J].塑料工業,2024,52(1):76-85.
[3]陶哲,季寧.基于CAE的復雜薄壁抑爆球熱流道模具設計[J].塑料工業,2023,51(3):90-95.
[4]王星星,施允洋,張杰.基于響應曲面的卡蓋雙澆口工藝參數優化與模具設計[J].塑料工業,2024,52(1):67-75.
[5]王海蘭,佟偉,歐相麟,等.基于Moldflow的盒型產品的變形優化與機理探究[J].塑料工業,2023,51(2):90-95125.
[6]傅瑩龍.基于動定模雙側斜頂機構的水箱底座模具設計[J].現代塑料加工應用,2019,31(6),52-55.
[7]傅瑩龍,邵明朝.兒童安全座椅頭枕的雙滑塊二次抽芯注塑模具設計[J].中國塑料,2020,34(7):92-96.
[8]石波,郝加杰.汽車霧燈裝飾蓋倒裝雙色注塑模設計[J].工程塑料應用,2022,50(2):112-116.
[9]趙利平,侯賢州,羅哲,等.汽車后保險杠熱流道大型精密注塑模具設計[J].塑料科技,2022,50(12):94-98.
[10]傅瑩龍,張留偉,葉星輝,等.基于SVG與CAE技術的汽車副儀表板倒裝模具設計[J].塑料工業,2023,51(2):55-61.
[11]蔡凱武,李秋奮,王春鵬.汽車保險杠裝飾條塑料精密模具設計[J].塑料,2022,51(1):89-93,144.
[12]王新蒙.顯示器底座二次頂出注塑模具設計[J].塑料工業,2023,51(2):73-78.
[13]李勇.塑料注塑模具經典結構180例[M].北京:機械工業出版社,2009:8-268.
[14]王靜,劉雪敏.電機內罩殼大角度斜抽芯注塑模具設計[J].塑料科技,2023,51(2):88-92
[15]黃宇剛,趙素華.澆口尺寸對注射成型影響的模擬研究[J].模具制造,2022,22(1):46-49.


























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除...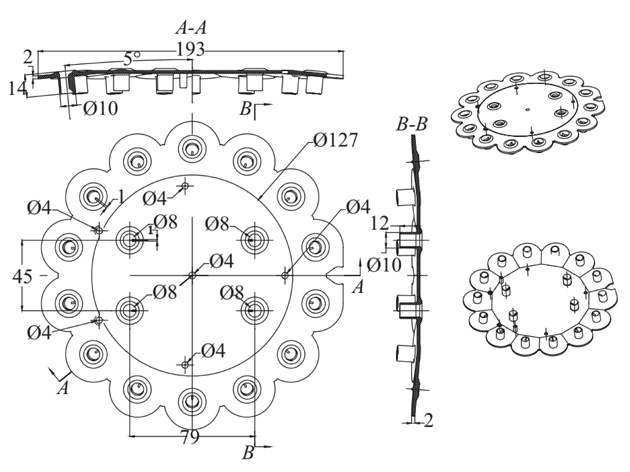 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...